
طراحی پله پیچ

تعمیرات تخصصی و سیم پیچی موتور آسانسور ظهره وند در تهران
آقای ظهره وند
خدمات حرفهای تعمیر و سیمپیچی موتور آسانسور و پله برقی
سیمپیچی انواع الکتروموتورهای آسانسور
ارائه خدمات تخصصی سیمپیچی موتور آسانسور با استفاده از بهترین مواد اولیه و مطابق با استانداردهای کار�…
09192046252
۰۹۱۲۲۸۵۸۹۲۶
1405/3/20 12:04:01

ساخت پله اسپیرال ، دوبلکسی ، پله پیچ
حائل گستر
اجرای پله اسپیرال ، اجرای پله دوبلکسی ، اجرای پله پیچ
طراحی ، تولید و فروش انواع پله های مارپیچ یا اسپیرال ( Spiral ) ، دوبلکس ( Duplex ) ، نواری و ستون مرکزی توسط شرکت حائل گستر **
تولید پله اسپیرال ، تولید پله د�…
02636657990
09124923751 -09108812306
1397/12/12 12:32:14

نمونه طرح های توجیهی جدید صنایع فلزی + نیروی محرکه (خودرو سازی) تمامی صنایع + طرح های توجیهی صنایع فلزی + نیروی محرکه (خودرو سازی) + راهنمای نگارش طرح های توجیهی
مهندس تـألّهی
مرکز تخصصي ارائه ي طرح توجيهي و خدمات صنعتي( پایگاه سه هزار طرح دات بلاگفا دات کام) ارائه دهنده انواع طرح های توجیهی مطابق با معيارها و استانداردهاي اعلام شده از سوي وزارت صنايع و معادن، کارگروه بانک ها�…
09354300400
09354300400
1405/3/11 23:10:30

تهيه مطالعات توجيهی و بیزینس پلن براي ارائه به سفارت
مهندستـألّـهی
تهیه،تنظیم و ارائه طرح توجیهی برای جذب فاینانسور خارجی
تهیه گزارش تحلیل صنعت و مطالعات بازار ملی،استانی،بین المللی
نوشتن طرح های توجیهی بیع متقابل BOT
تهیه طرح تجاری Business Plan برای تاسیس شرکت در خارج از ک…
09354300400
09354300400
1405/3/11 23:10:21

چوب ترموود خرقانی
حامد محمد خانی
تولید و واردات چوب ترموود درجه یک با کیفیت بالا .
کیفیت چوب فنلاندی . چوب استونی.
دیزاین ومعماری داخلی و دیزاین نمای ساختمان و اجرا با تیم های فنی مجرب و درجه یک زیر نظر ناظران کیفی بازرگانی چوب ترموود خر�…
52258020
09368110207
1402/12/17 15:12:06

ساخت سوله , اجرای سوله ,ساندویچ پانل ،اجرای فنداسیون
دفترمشاورصنعتگران
اجرای فونداسیون سوله با قیمت مناسب در سراسر ایران با دقت بالا نصب بیس پلیت با دوربین نقشه برداری
ساخت و نصب سوله های صنعتی و اجرای عملیات ساخت سوله پی تا کلید
تهیه و نصب و اجرای ساندویچ پانل های سقفی و دی…
۰۹۱۲۴۷۱۷۹۹۰
۰۹۱۲۴۷۱۷۹۹۰
1400/11/17 1:21:36

پلی یورتان
پیام نیازی
ماشین آلات ( دستگاه تزریق پلی یورتان )
فناوری تولید قطعات پلی یورتانی (دستگاه تزریق پلی یورتان)
بر خلاف تولید کامل قطعات و یا محصولات نیمه تمام توسط وسایل فیزیکی، اولین مرحله در تولید پلی یورتان شامل یک �…
56713601
09123111288
1400/8/29 9:48:59

خرید -فروش - تعمیرات دیزل ژنراتور (موتور برق) ** ره نما **
احمد احمدزاده
- فروش انواع دیزل ژنراتور cummins /perkins /penta / volvo
- فروش انواع موتوربرق دیزلی / بنزینی / گاز سوز موتور برقاضطراری آسانسور با تاییدیه آتش نشانی
- کوپله دیزل ژنراتور بنا به سفارش و نیاز مشتری
- ساخت شاسی 2 یا 4 �…
09121753063
09121753063
1400/8/19 9:05:50

لوله پلیکا لوله پلی اتیلن لوله کاروگیت, متینی
متینی
، کاروگیت ، لوله ، لوله پلیکا ، لوله پلی اتیلن ، دستگاه جوش پلی اتیلن ، لوله upvc ، لوله کاروگیت ، نوار آبیاری ، آبیاری قطره ای ، نوار تیپ ، لوله فاضلابی ، لوله کاروگیت فاضلابی ، لوله زهکش ، لوله زه کش ، نایل…
یکشنبه، ۱ آذر ۱۳۹۴
1399/11/7 20:30:01

درب پارکینگی و لابی
شرکت صنایع ثمین فلز ایرانیان
طراحی و ساخت درب های مدرن و کلاسیک
درب های فرفورژه،درب چوب و فلز،درب سی ان سی
حفاظ، نرده، فنس، پله معلق، پله پیچ
سفارش الاچیق و نیمکت نیز پذیرفته میشود
سفارش ساخت درب طبق سلیقه مشتریان گرامی
آماده همکار…
02177701322
09129400036
1398/9/30 10:21:09

ساخت درب پارکینگی و لابی
شرکت صنایع ثمین فلز ایرانیان
شرکت صنایع ثمین فلز ایرانیان تولیدکننده مدرن ترین درب های فرفورژه در ایران
نمای ساختمان یکی از مهم ترین بخش ساختمان است و در این میان درب ساختمان در چشم ترین بخش از نمای ساختمان است. از این روست که انتخا…
02177701322
09125068451
1398/9/30 10:21:05

حفاظ، نرده، فنس
شرکت صنایع ثمین فلز ایرانیان
شرکت صنایع ثمین فلز ایرانیان
طراحی و ساخت درب های مدرن و کلاسیک
درب های فرفورژه،درب چوب و فلز،درب سی ان سی
حفاظ، نرده، فنس، پله معلق، پله پیچ
سفارش الاچیق و نیمکت نیز پذیرفته میشود
سفارش ساخت درب طبق سل…
02177701322
09125068451
1398/9/30 10:20:55

اجرای پله مارپیچ و دوبلکس
حائل گستر
حائل گستر مجری پله اسپیرال ، پله های مارپیچ و دوبلکس
این شرکت با برخورداری از کادری مجرب و متخصص در زمینه طراحی و دکوراسیون داخلی ارائه دهنده و تولید کننده زیباترین و با کیفیت ترین پله های اسپیرال و یا…
02636657990
09124923751 - 09108812306
1397/12/12 12:36:19

ساخت و اجرای انواع سازه استیل
حائل گستر
ساخت و اجرای انواع سازه استیل
اجرای سازه های استیل ، ساخت سازه های استیل
مجموعه حائل گستر آمادگی خود را جهت ارائه بهترین و با کیفیت ترین سازه های استیل از قبیل انواع حفاظ و نرده های استیل ، پله استیل وک�…
02636657990
09124923751 - 09108812306
1397/12/12 12:32:50
اراتیل- aratil/ سازنده درب و مصنوعات دکوراسیون استیل
آراتیل
گروه آراتیل تولید کننده و اجرا کننده درب استیل ، درب ورودی ساختمان استیل ، درب ورودی پارکینگ استیل ، درب لابی استیل ، درب ورودی ویلایی استیل ، درب ورودی باغ استیل ، درب ورودی استیل چوب شیشه ، طراحی درب و…
02155253083
09355151078
1397/11/11 10:26:03

پله دوبلکس وپله گرد:آذر استپ
نادر ملفوظی
آذر استپ ; تولید و اجرای تخصصی سازه فلزی پله گرد ، پله پیچ ، مارپیچ و قوسی شکل دکوراتیو با نازک کاری کف پوش وانواع نرده استیل و فرفورژه کلیه مراحل ساخت پله گرد و پله پیچ در این واحد به صورت صنعتی همراه با م…
09352152704
09104007122
1397/1/12 10:12:43
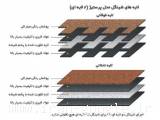
شینگل
شرکت بَرین شید پارس
شینگل
شینگل نوعی پوشش سقف شیبدار با چهار طرح(پله ای، هلالی، سه لتی و لانه نبوری) که از مواد هیدروکربنی مقاوم(قیر اکسیده) به همراه تیشو جهت مقاومت در برابر اشعه uv و لایه سیلیس جهت افزایش مقاومت خمشیو پوشی…
02644386147
09125277753-09122620017
1396/10/16 12:03:48

طراحی و ساخت قالب اکستروژن و تولید پروفیل های الومینیومی و مقاطع صنعتی
sanaco
نقشه پروفیل آلومینیوم استاندارد یا آلیاژی مورد نظرتان را بدهید پروفیل را ما به شما تحویل میدهیم . ( طراحی ، ساخت ، تولید)
معمولاً از انجایی که شرکت های فعال در صنعت آلومینیوم یا فقط دستگاه پرس اکستروژن د…
08632213865
09122248359
1396/5/31 13:04:31
سازنده سازه های فلزی
شرکت زاگرس سیمره
سوله سازی ، سازه های فلزی (ساخت و حمل و نصب سوله) - جرثقیل سقفی - پلهای فلزی - برجهای فلزی
ساخت سوله در شهرکهای صنعتی ، سخت سوله های مرغداری و دامداری ، ساخت سوله های انبارها و سردخانه ها ، ساخت سوله های ورز�…
09183417581
09183417581
1396/5/15 9:52:43

شرکت سوله مهری
مهدی مهری
طراحی ، اجرا ، نظارت ، نقشه کشی
-اجرای سوله از پی تا کلید
-اجرای فونداسیون
-طراح و سازنده سوله و سازه های فلزی
-محاسبات سوله
-اجرا و نصب پوشش سقف سوله
-سوله ساز و فروش و نصب انواع ساندویچ پنل
پوشش مهر…
1396/5/10 10:29:28

نرده استیل ، درب استیل ، حفاظ بانکی
مرادی
شرکت آراد استیل
شرکت آراد استیل از سال 1380 پا به عرصه تولید قطعات دکوراتیو و فروش نرده، لوله و اتصالات استیل در آلیاژهای مختلف نهاد و با الهام گرفتن از نیاکان راستین وطن، نام خود را آمیزه ای ازملت و نوع …
0
09125652810
1396/5/9 9:46:55
عبارات مرتبط
درب پارکینگی
3
پله گرد
3
درب لابی
3
درب راه رو
2
درب قشنگ
2
درب حیاط
2
درب های فوق مدرن
2
حفاظ فرفورژه
2
درب های زیبا
2
نرده حفاظ
2
نرده پیچی
2
سوله
2
ساندویچ پانل
2
درب فلزی ساختمان
2
نرده فرفورژه
2
درب
2
درب عابر
2
درب پارکینگ
2
درب فرفورژه
2
پوشش سقف سوله
2
درب ساختمانی
2
درب ویلایی
2
سوله نو
2
درب ویلا
2
درب های فرفورژه
2
درب های مدرن
2
درب فلزی
2
فنس
2
پله
2
پله پیچ
2